A soquetetagem é um processo essencial para garantir a segurança e eficiência na utilização de cabos de aço, principalmente em operações industriais de alta carga. Esse método envolve a criação de uma conexão entre o cabo de aço e um soquete, que serve como terminação. Quando realizado corretamente, o processo de soquetagem permite que a terminação suporte toda a força de ruptura do cabo, evitando que ele se solte sob carga intensa. Este procedimento é especialmente crítico em aplicações que envolvem levantamento de carga, entrega de materiais e operações em que uma falha de um cabo pode representar riscos graves para a segurança humana e para a operação.
A importância da soquete para a integridade dos cabos se manifesta na capacidade de suportar e distribuir as mecânicas envolvidas de maneira uniforme ao longo do cabo e do soquete. Uma terminação bem realizada protege contra o desgaste prematuro do cabo, previne a corrosão nas áreas queimadas e reduz a possibilidade de penetração ou ruptura sob pressão.
Com uma terminação envolvente, os cabos podem falhar em pontos críticos, causando acidentes ou perda de material significativo. Assim, o processo de soquete é indispensável para garantir que o cabo mantenha suas propriedades estruturais durante o uso.
A norma ISO 17558 fornece um conjunto de diretrizes previstas para o processo de soquetagem com resina e metal fundido, estabelecendo padrões específicos para a preparação e a execução do encaixe dos cabos no soquete. No contexto industrial, essa norma é aplicada para garantir que os métodos e materiais utilizados na embalagem sejam compatíveis com os requisitos de segurança e durabilidade.
A ISO 17558 especifica os procedimentos para limpeza, corte, serviço, desengorduramento e alinhamento, entre outros, garantindo uma terminação confiável e resistente para diversos tipos de cabos de aço. Ao aplicar a ISO 17558, as seguintes normas reconhecidas internacionalmente, o que facilitam a conformidade com os regulamentos de segurança e qualidade e garantem a consistência dos processos de soquetagem. Empresas que operam com sistemas de levantamento, mineração, construção, entre outras, beneficiam-se dessa padronização, uma vez que minimizam o risco de acidentes e ampliam a vida útil dos cabos.
Portanto, a norma ISO 17558 é fundamental para alinhar as práticas de soquetagem com as melhores práticas de engenharia e segurança, promovendo operações industriais seguras e eficientes.
O corte do cabo é uma etapa fundamental no processo de soquetagem, pois um corte inadequado pode comprometer a integridade dos fios (arames) e, consequentemente, a segurança da terminação. Para garantir um corte preciso e manter as características estruturais do cabo, é importante utilizar técnicas que evitem a fusão das pontas dos fios, preservando sua flexibilidade e resistência. As técnicas de corte recomendadas incluem o uso de ferramentas abrasivas (como discos de corte) e tesouras de alta resistência projetadas especificamente para cabos de aço. Essas ferramentas são capazes de realizar cortes limpos sem deformar os fios, garantindo que eles permaneçam intactos para a próxima fase de preparação do cabo. Métodos de corte que produzem calor excessivo ou que soldam as extremidades dos fios, como maçaricos ou ferramentas inadequadas, devem ser evitados, pois podem comprometer o alinhamento e a funcionalidade da escova formada no final do processo.
O processo de preparação e corte exige atenção redobrada para preservar suas características e evitar que se destorçam, o que pode comprometer a integridade estrutural e funcionalidade do cabo. Cabos resistentes à rotação, projetados para minimizar o giro sob carga, possuem uma construção interna que distribui as forças de rotação de maneira balanceada. Entretanto, ao serem cortados ou preparados para ensaio, tendem a liberar as tensões internas se não forem adequadamente fixados.
Uma medida recomendada é a aplicação de meios adicionais de fixação nas extremidades do cabo, como o uso de braçadeiras ou amarrilhos de arame. Essa prática é especialmente importante durante a preparação de amostras de ensaio e cortes para remoção de trechos com defeito, onde as extremidades do cabo precisam manter a estrutura original para garantir a precisão dos resultados.
O amarrilho de arame, nesses casos, age como um dispositivo que restringe o movimento dos arames e pernas, mantendo o cabo estável e prevenindo que a construção interna se altere, o que poderia prejudicar tanto o desempenho quanto a segurança da amostra. Quando o cabo é retirado de uma bobina maior, é fundamental aplicar amarrilhos em ambos os lados do ponto de corte. Isso impede que as pernas do cabo destorçam após o corte, fenômeno que ocorre devido à liberação das forças acumuladas durante a fabricação e enrolamento do cabo. O destorcimento pode resultar em uma perda significativa da integridade do cabo, dificultando a correta execução da soquetagem ou instalação subsequente.
Conforme NBR ISO 4309 a largura mínima recomendada para cada amarrilho é de duas vezes o diâmetro do cabo, assegurando uma área de fixação suficientemente ampla para conter os fios e distribuir uniformemente as tensões. Essa largura adicional proporciona estabilidade e evita que os fios do cabo escapem ou fiquem soltos durante o manuseio. Além disso, para cabos galvanizados, recomenda-se o uso de arames galvanizados ou revestidos, enquanto para cabos não galvanizados, arames brilhantes ou estanhados são mais indicados, prevenindo reações corrosivas que possam comprometer a fixação.
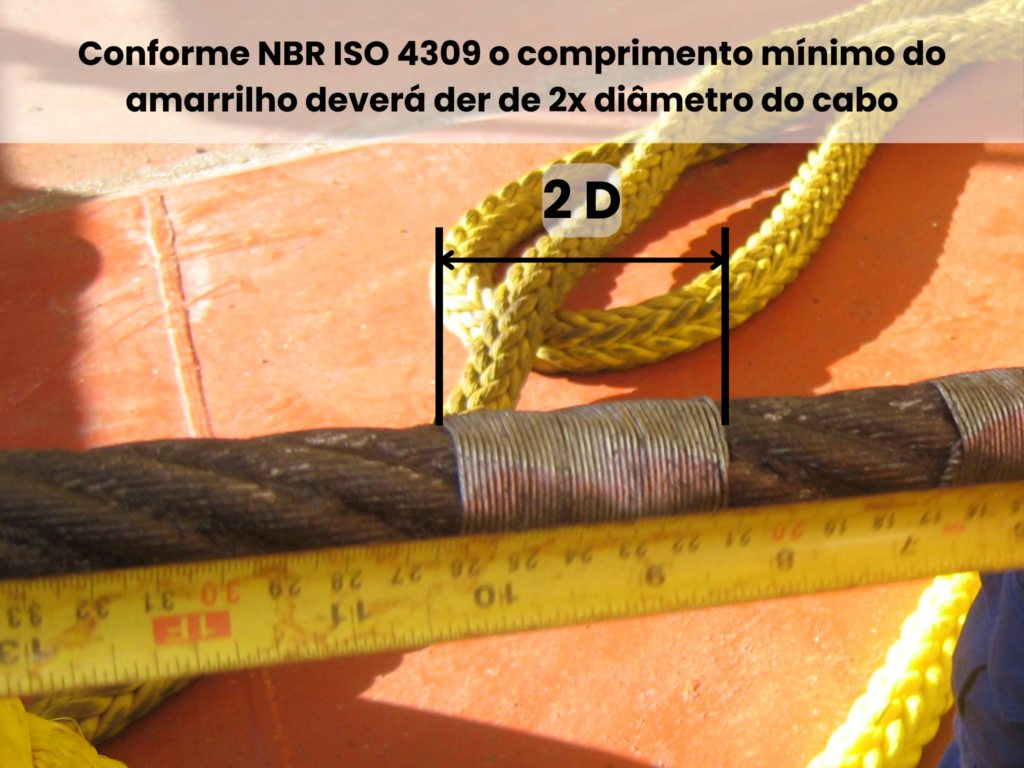


No local do corte, devem ser feitos dois amarrilhos, com uma distância suficiente entre eles para permitir o corte do cabo de aço usando uma lixadeira. Veja no vídeo abaixo um exemplo de como realizar o corte do cabo de aço. Observe que os dois amarrilhos são confeccionados com um comprimento equivalente a duas vezes o diâmetro do cabo, e o corte é realizado entre esses dois amarrilhos.
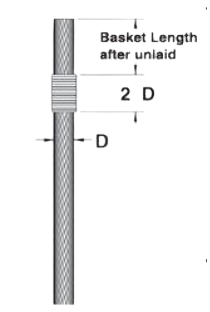
Após o corte, as extremidades do cabo devem estar niveladas. Meça o comprimento da cesta do soquete e marque esse comprimento no cabo. Em seguida, faça duas outras marcas: a primeira exatamente um diâmetro do cabo acima da marca do comprimento da cesta, e a segunda deve estar pelo menos um diâmetro do cabo abaixo da marca do comprimento da cesta.
Em cabos grandes, os vales entre os arames podem ser preenchidos com massa antes do amarrilho. Isso ajuda a prevenir vazamentos.
O amarrilho fica entre as marcas de cada lado da marca do comprimento da cesta. Use apenas arame ou cordão macio estanhado ou galvanizado para cabos galvanizados. Arames de cobre e latão não devem ser usados para o amarrilho.
É muito importante amarrar corretamente. Se você estiver usando soquetes em formato de pêra ou outros soquetes especiais, a posição do amarrilho e o comprimento da escova podem precisar ser ajustados para se adequar ao soquete que está sendo usado.
Em seguida, insira o cabo no soquete antes de formar a vassoura e deslize o soquete para baixo no cabo. Caso seja necessário usar uma abraçadeira posicionada exatamente a um comprimento da cesta do soquete a partir da extremidade do cabo. A segurança apoiará temporariamente o cabo em posição para a formação da vassoura. O cabo fica preso e bem amarrado para permitir que os arames sejam desenrolados até o amarrilho.
Os principais pontos a lembrar são: corte o cabo de acordo com os padrões da indústria, faça marcas precisas do comprimento da cesta, examine cuidadosamente o soquete e prenda o cabo usando uma abraçadeira
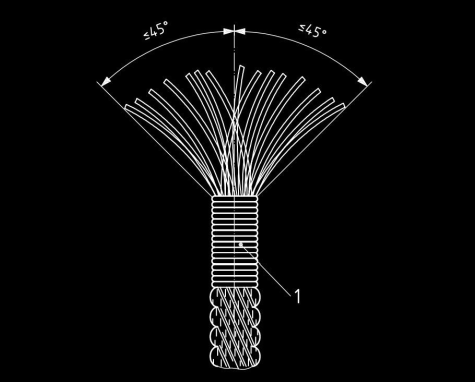
Após o corte do cabo a preparação da vassoura é uma etapa essencial no processo de soquetagem, pois define a forma como os arames do cabo se acomodam dentro do soquete, garantindo uma conexão sólida e durável. Para preparar uma vassoura é necessário realizar a abertura das pernas e posterior destrançamento dos arames.
Esse procedimento permite que os fios formem uma vassoura ampla e uniforme, ou que maximizem o contato com a resina durante o processo de soquetagem, proporcionando uma fixação mais eficaz. Durante a abertura da vassoura, é importante ter cuidado para que o ângulo de abertura não exceda 45 graus em relação à linha central do cabo.
Um ângulo maior pode gerar custos adicionais nos arames, aumentando o risco de falhas estruturais na terminação, especialmente sob cargas elevadas. A distribuição uniforme dos arames, com um anexo adequado, mantém a integridade da estrutura e garante que cada fio contribua para a resistência da terminação. Além disso, ao manter o ângulo dentro desse limite, evita-se que a estrutura interna do cabo sofra danifique ou deformações, ou que garanta que uma rescisão tenha um desempenho confiável. Assim, uma vassoura bem comprometida, com uma abertura controlada, contribui significativamente para a durabilidade e segurança da terminação soquetada.
Após o corte do cabo a preparação da vassoura é uma etapa essencial no processo de soquetagem, pois define a forma como os arames do cabo se acomodam dentro do soquete, garantindo uma conexão sólida e durável. Para preparar uma vassoura é necessário realizar a abertura das pernas e posterior destrançamento dos arames.
Esse procedimento permite que os fios formem uma vassoura ampla e uniforme, ou que maximizem o contato com a resina durante o processo de soquetagem, proporcionando uma fixação mais eficaz. Durante a abertura da vassoura, é importante ter cuidado para que o ângulo de abertura não exceda 45 graus em relação à linha central do cabo.
Um ângulo maior pode gerar custos adicionais nos arames, aumentando o risco de falhas estruturais na terminação, especialmente sob cargas elevadas. A distribuição uniforme dos arames, com um anexo adequado, mantém a integridade da estrutura e garante que cada fio contribua para a resistência da terminação. Além disso, ao manter o ângulo dentro desse limite, evita-se que a estrutura interna do cabo sofra danifique ou deformações, ou que garanta que uma rescisão tenha um desempenho confiável. Assim, uma vassoura bem comprometida, com uma abertura controlada, contribui significativamente para a durabilidade e segurança da terminação soquetada.
Para realizar o procedimento de abertura da escova de forma eficiente e controlada, é importante seguir uma sequência organizada de etapas que facilite a distribuição uniforme dos fios e mantenha a integridade do cabo. Primeiramente, para facilitar a abertura das pernas do cabo, podem ser utilizados tubos específicos que auxiliam na separação dos fios.
]Esses tubos são inseridos entre as pernas do cabo, ajudando a direcioná-las de forma gradual e controlada, evitando deformações e mantendo a organização estrutural. O processo de abertura deve começar pelas pernas externas, abrindo-as uma a uma para formar a base da escova. Em seguida, prossegue-se com as pernas internas, conforme a quantidade de camadas que o cabo possui. Esse método de abertura em camadas é essencial para manter o cabo organizado e garantir que todos os fios fiquem posicionados de forma simétrica e uniforme.

Após a abertura completa das pernas, é necessário destrançar os arames de cada perna. Esse passo consiste em separar os fios individuais de cada perna, formando uma escova ampla e arejada, que permitirá um melhor contato com o material de soquetagem (resina ou metal fundido). Esse destrançamento final garante que os fios individuais tenham espaço suficiente para se acomodarem no soquete, aumentando a aderência e a resistência da terminação

Antes de iniciar qualquer processo de encaixe, é fundamental assegurar que o interior do soquete esteja completamente livre de resíduos, incluindo sujeira, óleo e qualquer tipo de incrustação. Essa limpeza minuciosa é essencial para garantir que o cabo de aço possa se fixar de maneira uniforme e segura ao material de preenchimento, seja ele composto por resina ou metal fundido.
A presença de contaminantes pode comprometer a adesão, causando falhas de contato que resultam em pontos frágeis ou desuniformes. Manter o soquete limpo e sem resíduos contribui significativamente para aumentar a durabilidade e a resistência da conexão final. Além disso, essa prática preventiva reduz a possibilidade de corrosão, uma vez que a presença de impurezas pode acelerar processos corrosivos e, com isso, diminuir a vida útil do sistema. Ao eliminar sujeiras e resíduos, minimizam-se também as chances de falhas precoces no sistema de soquetagem, proporcionando maior segurança e eficiência ao cabo como um todo.
Limpeza da vassoura
Métodos de Limpeza Inicial
A limpeza inicial pode ser realizada com solventes como querosene, gasolina ou óleo diesel, produtos conhecidos por sua capacidade de dissolver graxas pesadas. Durante essa etapa, o solvente é aplicado na vassoura do cabo de aço, por pincelamento ou pistola de pressão, trabalhando-o até que a graxa e a sujeira sejam completamente removidas. A aplicação deve ser feita com a vassoura posicionada de forma que o solvente escorra, evitando que resíduos sejam presos na raiz das fibras.
Desengorduramento Adequado
Após a etapa de limpeza inicial, é essencial aplicar um desengordurante de alta eficiência, como thinner ou um produto similar, para retirar qualquer resquício de gordura remanescente. Esse desengordurante deve ser trabalhado minuciosamente, alcançando todas as áreas da vassoura e do interior do soquete. O objetivo é garantir que não haja nenhum filme oleoso que possa comprometer a adesão ou a integridade do soquete. Deve-se tomar cuidado para que o desengordurante não se acumule, permitindo que evapore de forma controlada. 3. Secagem para Evitar Contaminações A etapa final envolve a secagem completa dos componentes. A vassoura deve estar livre de qualquer resíduo visível e completamente seca antes da aplicação do meio de soquete. A secagem é crucial para evitar contaminações que possam comprometer a adesão ou a estabilidade da conexão. A melhor prática é minimizar o tempo entre a limpeza e o encaixe, reduzindo o risco de oxidação ou recontaminação.
Para uma instalação eficaz, o alinhamento entre os eixos do cabo e do soquete deve ser garantido, e essa centralização precisa ser mantida ao longo de todo o processo de encaixe. A norma ISO 17558 sugere que, para evitar movimentos diferenciais entre os fios do cabo devido a dobras próximas ao soquete, o cabo seja mantido reto logo abaixo da base do soquete. Especificamente, recomenda-se manter o cabo em linha reta por pelo menos 30 diâmetros de cabo. Caso seja necessário dobrá-lo após essa distância, a curva deve ter um raio mínimo de 50 diâmetros de cabo. Alternativamente, se o cabo estiver firmemente preso a uma estrutura, ele pode ser mantido reto por um comprimento mínimo de 20 diâmetros de cabo.